spot weld sheet metal thickness Spot weldments are best when welding material 0.20”-0.90” thick. Materials thicker than 0.90” aren’t suitable for a spot weld because the . Find helpful customer reviews and review ratings for Home Depot Vigoro 3-in-1 Metal Deck Plant Bracket, Planter Box Hanger, Holds 30 lbs at Amazon.com. Read honest and unbiased product reviews from our users.
0 · what is spot welding
1 · spot welding temperature chart
2 · spot welding resistance chart
3 · spot welding machine specifications
4 · sheet metal welding depth chart
5 · process parameters for spot welding
6 · metal spot welding techniques
7 · how to calculate spot welding
Do you remember the times when you could add a personal message on your mix tape, to gift it or share it? With the new designs of the Clicquot Tape Collection you can express yourself just like you could by adding your customized .
The depth of depression on the sheet surfaces caused by welding electrodes should never exceed 25 percent of the sheet metal thickness. . Spot weldments are best when welding material 0.20”-0.90” thick. Materials thicker than 0.90” aren’t suitable for a spot weld because the .Metal thicknesses represent the actual thickness of the sheets being welded. In the case of welding two sheets of different thicknesses, use the welding parameters for the thinner sheet. Welding parameters are applicable when . Spot welding is a crucial technique in manufacturing, but how much do you really know about it? In this blog post, we dive deep into the intricacies of spot welding, exploring its .
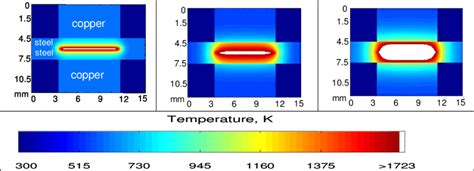
For explanation, in spot welding we weld two sheets. Both are 1 mm in thickness, then according to formula 5*√t, nugget should be minimum 5 mm. So, the electrode diameter is selected based on the required nugget diameter.Spot welding is a resistance welding method widely used to join sheet metal in the automotive, battery, and auto-body industries. Instead of an arc, this method uses pressure and heat to form small welds in the form of a spot or nugget.joints within an hour, which depends on the welded sheet thickness (Table 1). At this welder the welding time t and the compressive force F (Table 1) are the basic parameters, which are possible to set. The welding current cannot be changed (Imax = 6.4 kA). Table 1 Welding variables Sheet thickness s, mm Welding time t, s Welding of Low Carbon Steel Plate with Greater Thickness. Spot welding of low carbon steel plate with a thickness greater than 5mm (referring to a single piece) is relatively difficult. The reasons are: . My extensive experience .
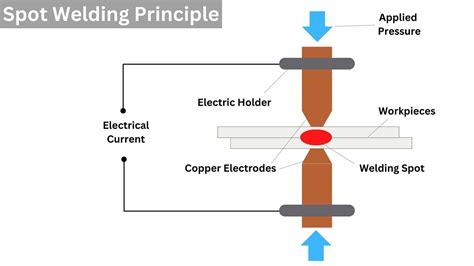
Finally, turn on your welder and adjust the settings according to the thickness and type of material you’re working with. When everything looks good, press down on the electrodes until the bridge wire melts completely into .A portable spot welder. Spot welding (or resistance spot welding [1]) is a type of electric resistance welding used to weld various sheet metal products, through a process in which contacting metal surface points are joined by the heat obtained from resistance to electric current.. The process uses two shaped copper alloy electrodes to concentrate welding current into a .One general criterion of resistance spot-welding is that the weld shall have a nugget diameter of 5*t 1/2, “t” being the thickness of the steel sheet. Thus, a spot weld made in two sheets, each 1 mm in thickness, would generate a nugget 5 mm in diameter according to the 5*t ½-rule. Diameter of the electrode contact surface should be .Resistance spot welding (RSW) process is widely used in sheet metal joining process due to its high speed, suitability for automation and inclusion in high-production assembly lines with other fabricating operations. It is a complex process in which coupled interactions exist between electrical, thermal, mechanical, metallurgical phenomena, and
If the welding electrode is used during resistance spot welding of light metal alloy workpieces, such as those of aluminum alloy or magnesium alloy, the rings of ridges on the weld face can contribute to improved welding performance. . formed by joining the steel product having a sheet thickness t 1 of 0.3 to 3.0 mm with the aluminum material .Spot-Welding Sequences on Sheet Metal Distortion Enkhsaikhan Boldsaikhan 1,* , Michael Milhon 1, Shintaro Fukada 2, Mitsuo Fujimoto 2 and Kenichi Kamimuki 3 . a nominal thickness of 2 mm (0.08 inch) and a 2029-T8 aluminum alloy (AA2029-T8) with a nominal thickness of 3 mm (0.12 inch). The mechanical properties of the sheet metals are
You want to weld the same thickness of metal. Always coat the work piece with a flux before welding to prevent any unwanted deposits from forming. Clean your work piece with a degreaser or brake cleaner after welding. Spot Welding Sheet Metal with MIG Welder. A MIG welder is a great all-around welder when welding sheet metal. Spot Welding. Also known as resistance welding, spot welding involves compressing two pieces of sheet metal and applying pressure and heat from copper electrodes to create a nugget of weld that connects the pieces. Spot welding is often confused with tack welding, which also uses a small amount of weld to attach two pieces. Spot welding is commonly used to weld sheet metal. It’s a straightforward process, but there are many ways that things can go wrong if you don’t have spot welding experience. This article will teach you the basics of the spot welding process and how it works, typical applications, suitable materials, and common problems you may encounter. The welding process parameters and its feasible working limits and chosen sheet metal thickness such as 0.8, 1, and 1.2 mm are shown in Table 1. The Fig. 1 is the illustration of spot-welding arrangement and the mild steel and stainless-steel metal sheets before spot welding.
Imagine a welding process that minimizes distortion, enhances precision, and improves efficiency. Laser welding technology for sheet metal does exactly that, revolutionizing industries from automotive to high-tech electronics. This article explores the advantages of laser welding over traditional methods, detailing its superior heat control, speed, and flexibility. .This method will avoid more heat energy, and provide good aesthetic spot weld. Strength can be the factor you need to consider here. By multiplying the thickness of the sheet by 10, a best value for weld time can be calculated. When welding two sheet metals with both have thickness of 1 mm, an proper weld time is 10 cycles (50Hz). The size of weld nugget, microstructures of the weld and HAZ and hardness of the nugget and HAZ, resulted from different welding parameters (current and time), in both the resistance spot welds .
In sheet metal fabrication, spot welding is often utilized for creating seams, joints, and connections in various products, . The size of the hole should be in accordance with the welding requirements and the thickness of the metal .The process of spot welding sheet metal fabrications is quite simple it is basically harnessing the heat generated by the resistance to electrical current flow at the interface/joint of two separate pieces of sheet metal. At V&F Sheet Metal we . What is the recommended thickness for spot welds? The recommended thickness is up to 3mm with more preference given to the same sheet size. However, in the case of different sizes, a ratio of 3:1 gives the best results.
up to a combined thickness of 1/8″ Autobody sheet metal: Check Current Price : Mophorn 737G Spot Welder: 110V: 20V DC/50-800A: . you can use spot welding to join any conductive metal such as mild steel, nickel alloys, titanium, but also aluminum, stainless steel, or galvanized steel . spot welding is easy to use and master; produces the .4500.01 Introduction to Spot Welding ♦ Suitability of aluminium and its alloys for spot welding ♦ Comparison of physical properties of aluminium and unalloyed steel ♦ Resistances during spot welding of steel and aluminium ♦ Constitution of the oxide film ♦ Surface pretreatment ♦ Contact resistance after surface pretreatment For spot welding of two steel sheets (base metal) each of 3 mm thickness, welding current of 10000 A is applied for 0.2 seconds. The heat dissipated to the base metal is 1000 J. Assuming that the heat required for melting 1 mm 3 volume of steel is 20 J and interfacial contact resistance between sheets is 0.0002 Ω, the volume (in mm 3) of weld nugget is _____ The equipment you choose should be suitable for the thickness and type of stainless steel sheets you plan to weld. For instance, thicker sheets may require a higher amperage spot welder to produce a strong bond. . Any impurities on the metal sheets (spot welding sheet metal) can cause the weld to be weak and brittle, leading to possible .
hem tool sheet metal
The joining of metal sheets in a variety of industries, such as the automobile, aerospace, and electronics, is frequently accomplished by spot welding. Due to the special characteristics of aluminum, there are particular difficulties and considerations while spot welding aluminum sheets. . The thickness of the sheet and the characteristics of . The weldability of spot weld joints of AA5052 aluminium alloy with dissimilar thickness was investigated by Mat Din et al. [48] One sheet had a constant thickness of 2 mm and the other sheet .#TipsToWeld #SpotWelding #WeldingTricksWhat's up mates?! Today we are experimenting with the spot welder, I tried to weld different materials such as Aluminu.
Resistance spot welding is the dominant process for joining sheet metals in automotive industry. Even-thickness combinations are rarely used in practice; therefore, there is clearly a practical . Then a final weld sequence forms the nugget. This technique works best for sheet metal to 12 gauge. Pulsation: This sequence, typically used for sheet metal 11 gauge and thicker, employs a series of heat/cool impulses to move the coating out of .
what is spot welding
spot welding temperature chart
spot welding resistance chart
$99.00
spot weld sheet metal thickness|spot welding temperature chart